

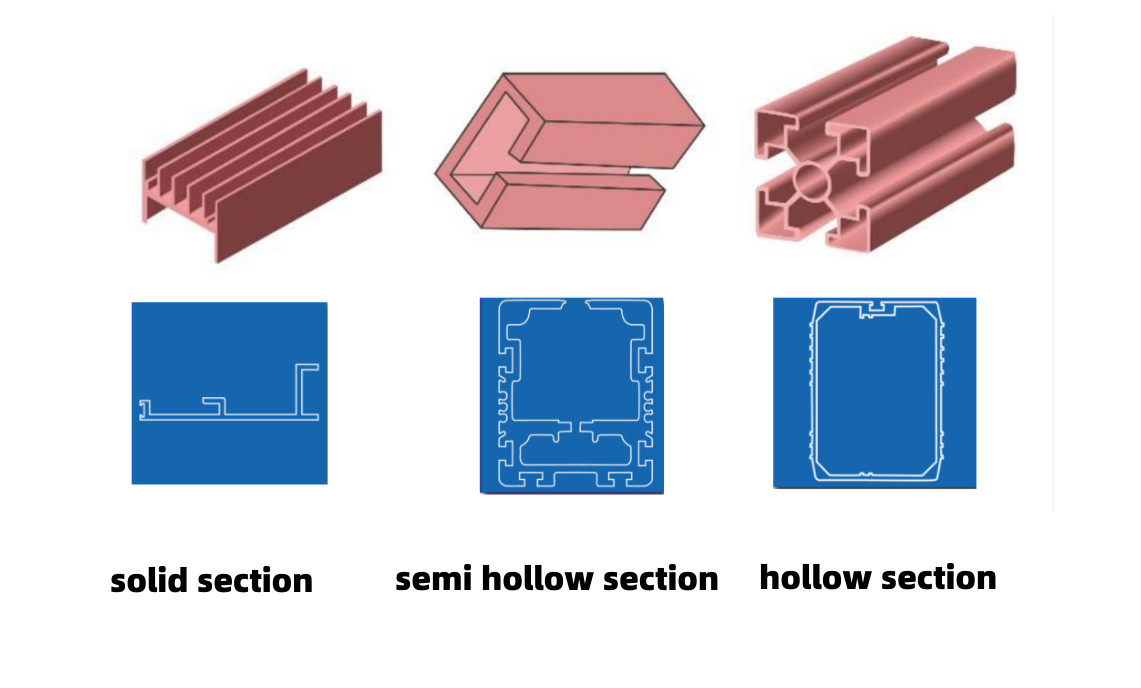
Bagian ekstrusi aluminium dibagi menjadi tiga kategori:
Bagian padat: biaya produk rendah, biaya cetakan rendah
Bagian semi berongga: cetakan mudah aus dan pecah, dengan biaya produk dan biaya cetakan yang tinggi
Bagian berongga: biaya produk dan biaya cetakan tinggi, biaya cetakan tertinggi untuk produk berpori
1.Hindari bagian yang asimetris dan tidak seimbang
Bagian yang asimetris dan tidak seimbang meningkatkan kompleksitas ekstrusi, dan pada saat yang sama, masalah kualitas cenderung terjadi, seperti akurasi dimensi dan kerataan yang sulit dipastikan, bagian-bagian melengkung dan terpelintir, efisiensi produksi rendah, dan cetakan mudah aus dan rusak selama produksi massal.
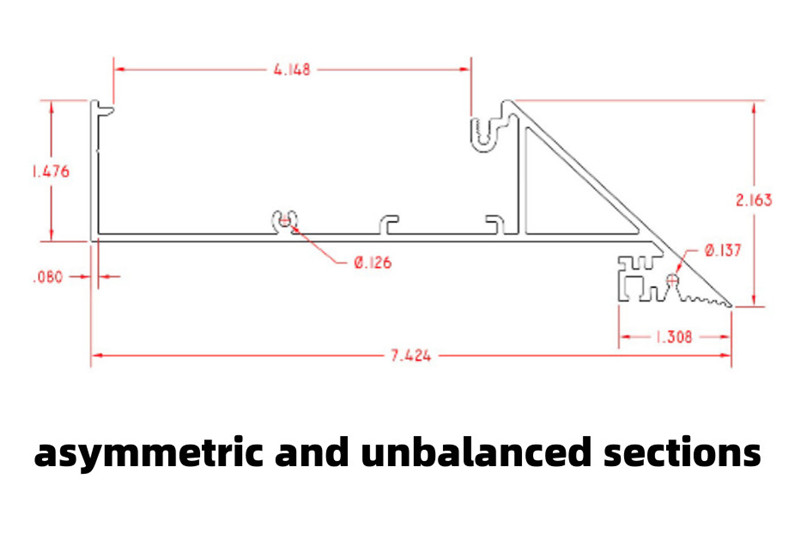
Semakin asimetris atau tidak seimbang bagian ekstrusi aluminium, semakin sulit untuk memastikan kelurusan, sudut, dan akurasi dimensi lainnya.
Meskipun bentuk yang asimetris dan tidak seimbang dapat dihasilkan, logam cenderung tidak mengalir ke area yang sempit dan tidak teratur selama ekstrusi, di mana distorsi atau masalah kualitas lainnya dapat dengan mudah terjadi.
Selain itu, meskipun memungkinkan untuk mengekstruksi bentuk yang asimetris dan tidak seimbang, biaya perkakas yang lebih tinggi dan biaya produksi yang lebih tinggi karena kecepatan ekstrusi yang lebih lambat, pada akhirnya menyebabkan biaya pemrosesan cetakan dan biaya produksi yang lebih tinggi.
Semakin banyak jumlah sisi dan saluran dalam profil ekstrusi, semakin kurang akurat dan semakin mahal harganya.
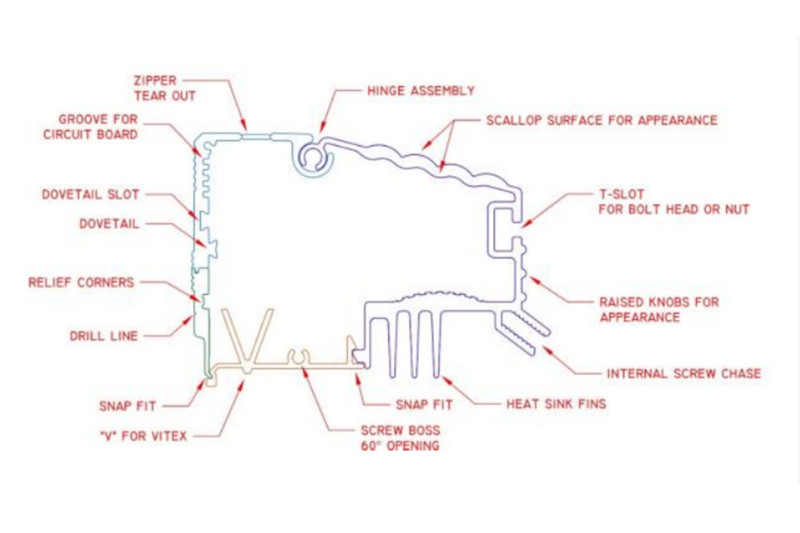
2. Semakin sederhana bentuk penampang, semakin baik
Beberapa insinyur desain produk merancang terlalu banyak fitur dalam ekstrusi aluminium. Meskipun keunggulan unik ekstrusi aluminium adalah penambahan lubang, slot, atau kepala sekrup pada bagian tersebut, hal ini akan menghasilkan desain cetakan yang sangat rumit, atau bahkan tidak dapat diekstrusi sama sekali dengan biaya produksi yang sangat mahal.
Jika bagian ekstrusi terlalu rumit, dapat dipertimbangkan untuk menggunakan dua bagian atau lebih untuk ekstrusi.
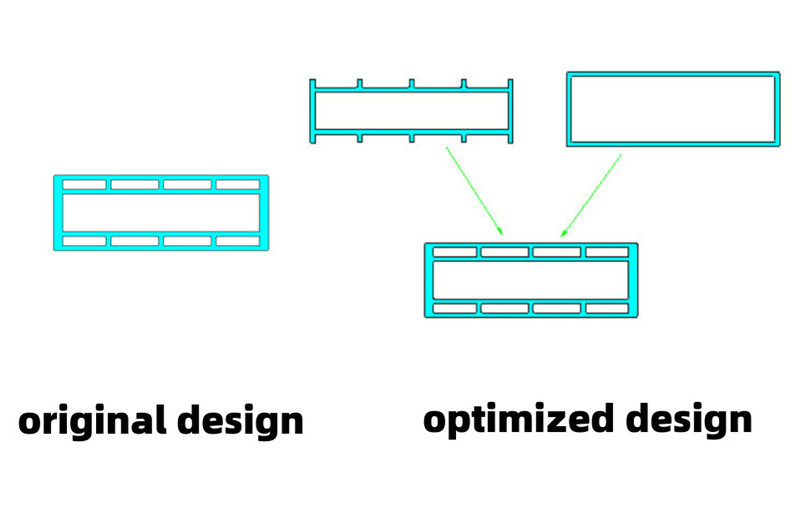
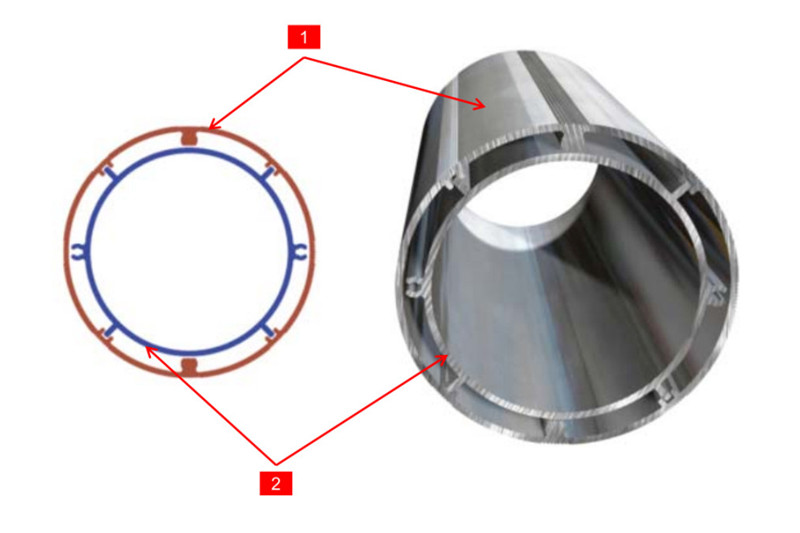
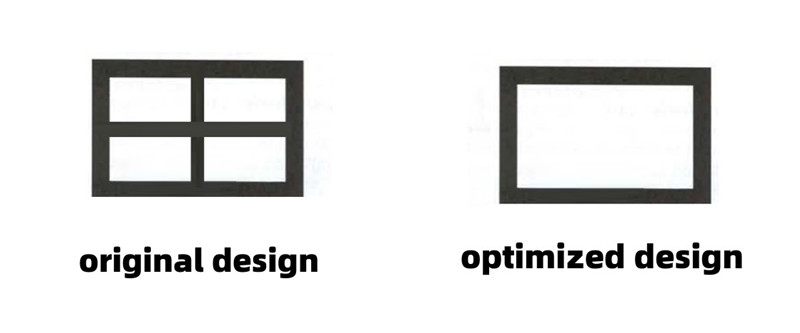
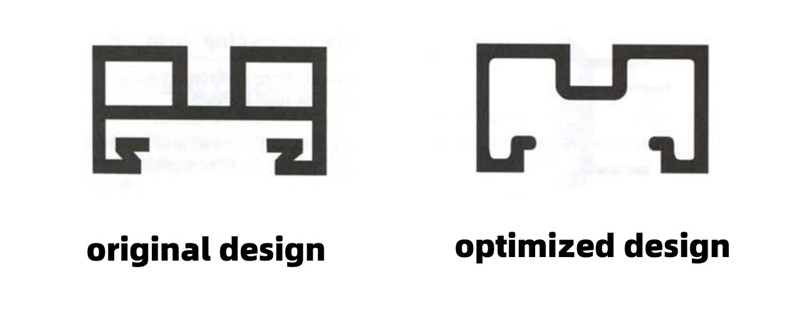
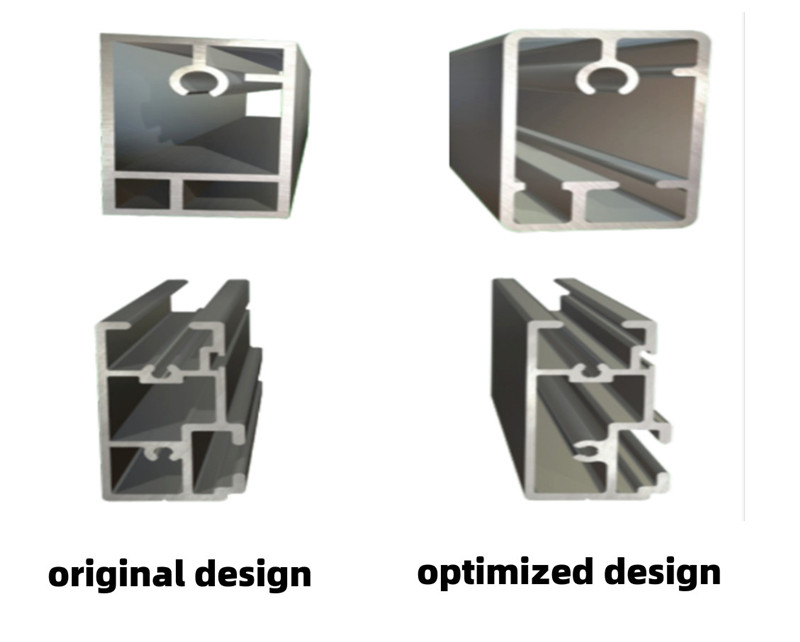
3. Bagian berongga berpori dioptimalkan menjadi bagian berongga lubang tunggal
Dengan mengoptimalkan bagian berongga berpori menjadi bagian berongga berlubang tunggal, struktur cetakan dapat disederhanakan dan biaya dapat dihemat.
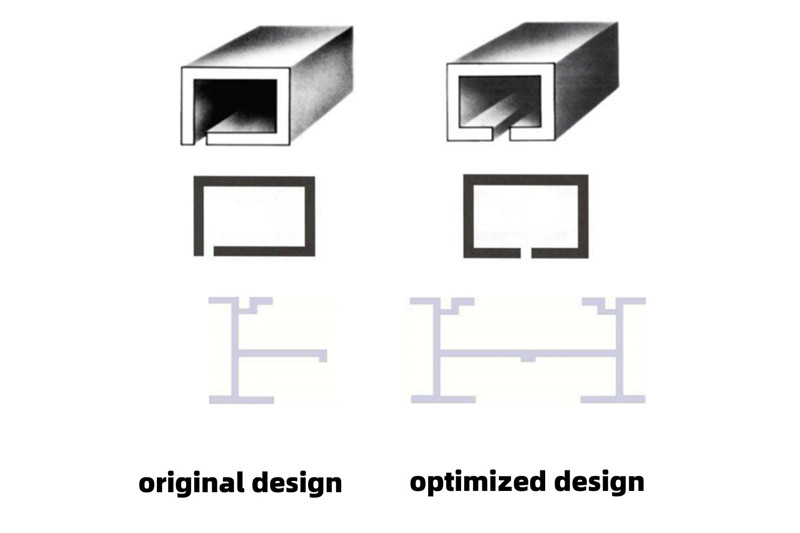
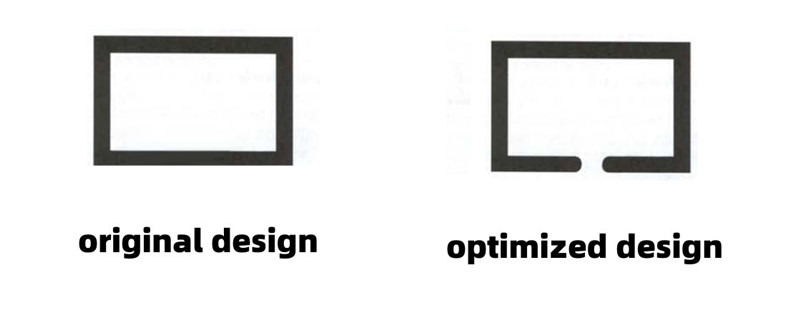
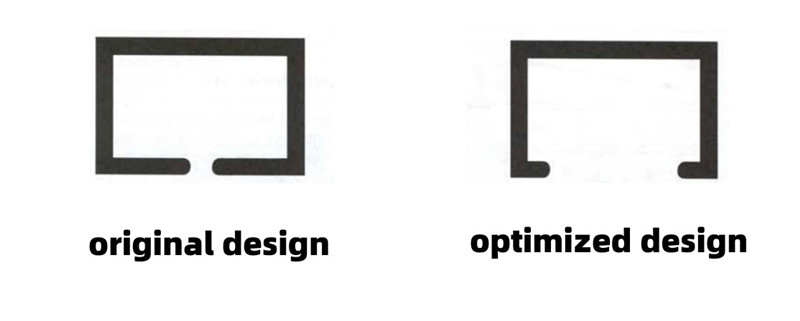
4. Bagian berongga dioptimalkan menjadi bagian semi berongga
Dengan mengoptimalkan bagian berongga menjadi bagian semi-berongga, struktur cetakan dapat disederhanakan dan biaya dapat dihemat.
5.Bagian semi-berongga dioptimalkan menjadi bagian padat
Dengan mengoptimalkan bagian semi-berongga menjadi bagian padat, struktur cetakan dapat disederhanakan dan biaya dapat dihemat.
6.Hindari bagian yang berpori
Bagian berpori dapat dioptimalkan melalui desain untuk mengurangi biaya cetakan dan kesulitan dalam pemrosesan dan produksi.
Diedit oleh May Jiang dari MAT Aluminum
16 Januari 2023
Waktu posting: 18 Februari 2023



